



Posted on 5/16/22 8:00 AM

 |
Individual conductor wires are extruded in resin before 2- and 3-wire conductors are cabled into a “twist” of conductors before jackets are extruded over them. The jacketing process is similar to insulating copper wires on the extrusion line. The main difference is jacketing uses more extruded resin making it more time-consuming than insulating. Prior to extrusion, talc is applied to the twisted, insulated conductors which acts as a release-agent for stripping the jacket. This is especially user-friendly when a few millimeters of jacket need to be stripped for crimping wires. |
 |
During extrusion the wires hum along at speeds up to 1,000 feet per minute. Quality checks at stages along the extrusion process ensure North American and international cable and cord standards are maintained. Once the cable is extruded, its dimensions are measured; it is measured again once the cable has cooled after “chilling” in a water trough for 40 feet as it travels from the extrusion head to the take-up. The insulated wire is spark-tested to ensure one hundred percent coverage over the copper. |
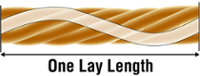 |
"Length of lay" in cabling is the lay length of one wire strand making one full revolution around the diameter of the conductor. Why is lay length important? The nontechnical answer is flexibility—it makes cable flexible enough to be reeled for jacketing. |
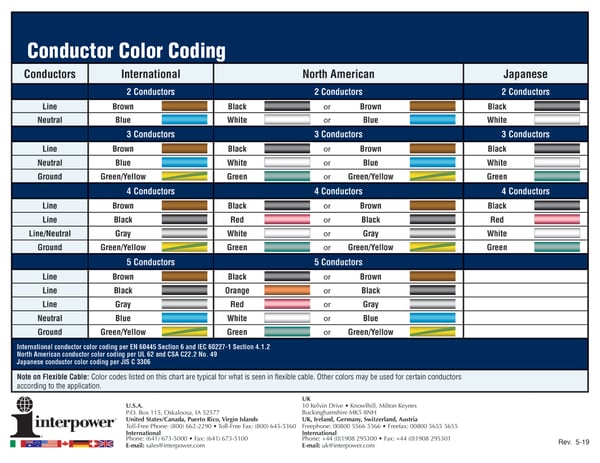
North American three-conductor cable is color-coded in two sets of conductor colors: black (line), white (neutral), and green (ground); and brown (line), blue (neutral), and green-yellow (ground). International three-conductor cable is brown (line), blue (neutral), and green-yellow (ground). Japanese conductor colors are black (line), white (neutral), and green (ground).
Selecting the Correct Cable
When designing electrical products for worldwide markets, determining the correct type of cable is critical: where is the cable going? If the market is North America, then North American approved cable needs to be used. If in Germany, then international-approved cable must be used. If China, the cable must meet Chinese standards requiring approvals from a Chinese agency—the market where products will be sold (North America, Europe, Asia, or South America) determines the type of cable and agency approvals needed. Typically, countries have their own agencies: the United States (UL), Canada (CSA), and Germany (VDE), to name a few.
In What Environment Will the Cable be Used?
![]()
One main factor in determining the type of cable needed is the immediate environment. A household appliance requires a different jacket than a jacket used for industrial use. If used outdoors, one must consider abrasion, heat, and humidity. And there's no need to rush out and reinvent plastic since UL's iQ site offers many resin "recipes" already approved, saving manufacturers the cost of sending samples for agency testing unless specialized blends are needed, such as adding unique materials to reinforce polymers or adding UV stabilizers.
North American Cable
North American cable is sized in American Wire Gauge (AWG), which uses an inverse relationship to size—the larger the number the smaller the cable. Cable for single-phase applications will be either a 2- or a 3- wire variety. A 2-wire cable is for Class II (ungrounded) applications while 3-wire cable is for Class I applications, which require a ground. Three-phase applications require either a 4- or 5-wire cable.
Basic Cabling Material
Thermoplastic
Thermoplastic can be softened through heating and hardened through cooling. It can be molded when heated and can retain its shape after cooling. Thermoplastic is the opposite of thermoset.
Thermoplastic Elastomer
Thermoplastic or TPE is a material that has characteristics of rubber as well as thermoplastic.
Thermoset
Thermoset uses a heating process—curing—and once the plastic is cured, it can't be altered from its original state.
PVC
PVC is a common thermoplastic material for cable and conductor jackets and some molded plugs.
Rubber
Rubber is also a common material for cable. It is a thermoset-type material. While it may be more costly than thermoplastic cable, rubber is extremely durable. Rubber is a good choice for outdoor applications.
History
I n 1993, Interpower Corporation began manufacturing electrical power cords and components at its headquarters at 100 Interpower Avenue, Oskaloosa, Iowa. By 1997, they were manufacturing North American power cord sets. In 2000, Interpower began manufacturing North American and international cords at its new Lamoni facility.
n 1993, Interpower Corporation began manufacturing electrical power cords and components at its headquarters at 100 Interpower Avenue, Oskaloosa, Iowa. By 1997, they were manufacturing North American power cord sets. In 2000, Interpower began manufacturing North American and international cords at its new Lamoni facility.
Topics: cable, USA Made Products, product information